











在加工傳力接頭過程中,由機床一夾具一工件一刀具所組成的相互聯系的系統(tǒng)
2016-9-6 8:16:45??????點擊:
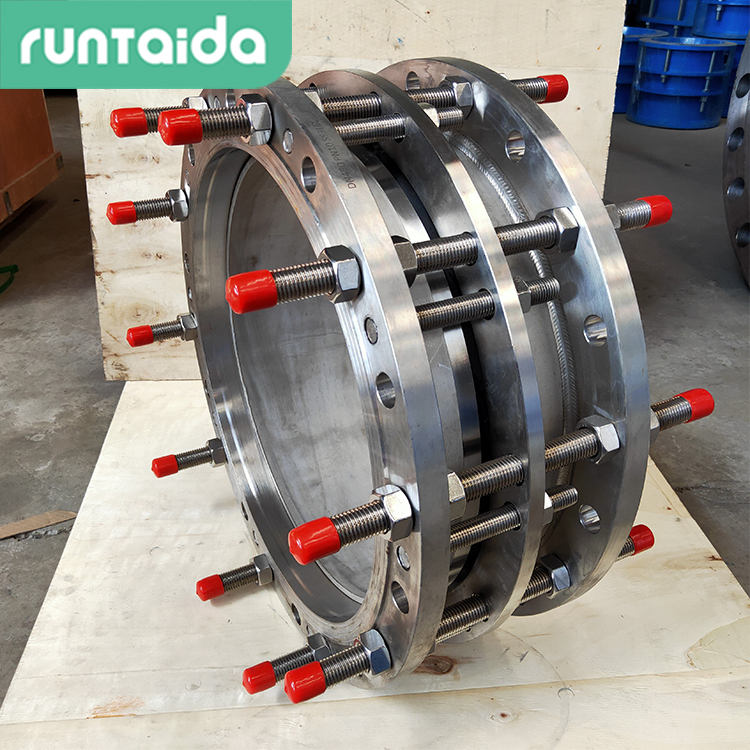
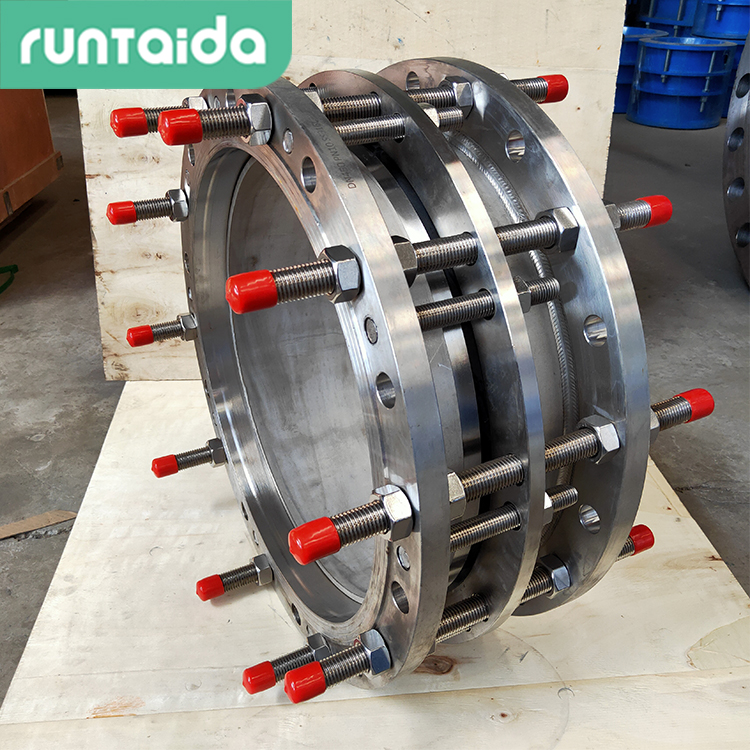
在加工傳力接頭過程中,由機床一夾具一工件一刀具所組成的相互聯系的系統(tǒng),稱為機械加工傳力接頭工藝系統(tǒng)。工藝系統(tǒng)在切削力、傳動力、重力、慣性力等外力作用下,會產生相應的變形,從而破壞刀具和工件之間正確的相對位置,使工件的加工傳力接頭精度下降。
所以,工藝系統(tǒng)受力變形是工藝學中的一個重要問題。如車細長軸時,工件在切削力的作用下會發(fā)生變形,則加工傳力接頭出的軸出現鼓形;在內圓磨床上以切入式磨孔時,由于內圓磨頭軸較細,磨削時因磨頭軸受力變 工藝系統(tǒng)的溫度變形對精加工傳力接頭影響很大,如一個ф40mm的工件溫升10℃時,其外徑增加0.017mm。工藝系統(tǒng)內溫升的主要原因是切削熱、四柱液壓機械摩擦熱、電動機和液壓傳動系統(tǒng)中的發(fā)熱,它們的熱量主要是以熱傳導方式傳遞。工藝系統(tǒng)外部以對流傳遞熱量的主要形式有,氣溫的變化、人造冷、熱風、地基溫度變化等;以幅射傳遞熱量的主要形式有,陽光和燈光的照射、取暖設備甚至人體的溫度等。
為了避免或減小溫度的影響,常提前開動機床,讓它空轉二屬時間,待溫度平衡后再開始加工傳力接頭工件。在精密機床加工傳力接頭,精密工件時,應采取恒溫措施,使恒溫室溫度保持在20℃±0 .5℃。

- 上一篇:在創(chuàng)新企業(yè)傳力接頭產品思路和對發(fā)展的市場條件和環(huán)境研究 2016/9/7
- 下一篇:傳力接頭產品批量較大,而且批量可分時,同一直線流程中的兩道工 2016/9/6